Daily press, 2013-12-19, 12:04 pm
ThyssenKrupp Steel Europe investing in hot strip production: Modernization work in Duisburg-Bruckhausen completed
Significant improvements to processes, energy efficiency and product quality

ThyssenKrupp Steel Europe AG has extensively modernized its hot strip mill 1 in Duisburg-Bruckhausen. Following more than two years of work, the upgraded plant is now back in full operation. This roughly 240 million euro investment will help ThyssenKrupp Steel Europe extend its position as technology leader for premium flat-rolled carbon steel and strengthen the Duisburg site. “The upgrade has significantly improved our hot strip production processes and thus the quality of our products,” says Andy Rohe, head of Rolling and Coating in Duisburg. “As well optimizing technical aspects, we have also made the mill greener by greatly enhancing its energy efficiency and reducing CO2 emissions.” In addition, the new technological capabilities and improved product quality are key prerequisites for the successful implementation of ThyssenKrupp Steel Europe’s differentiation initiatives.
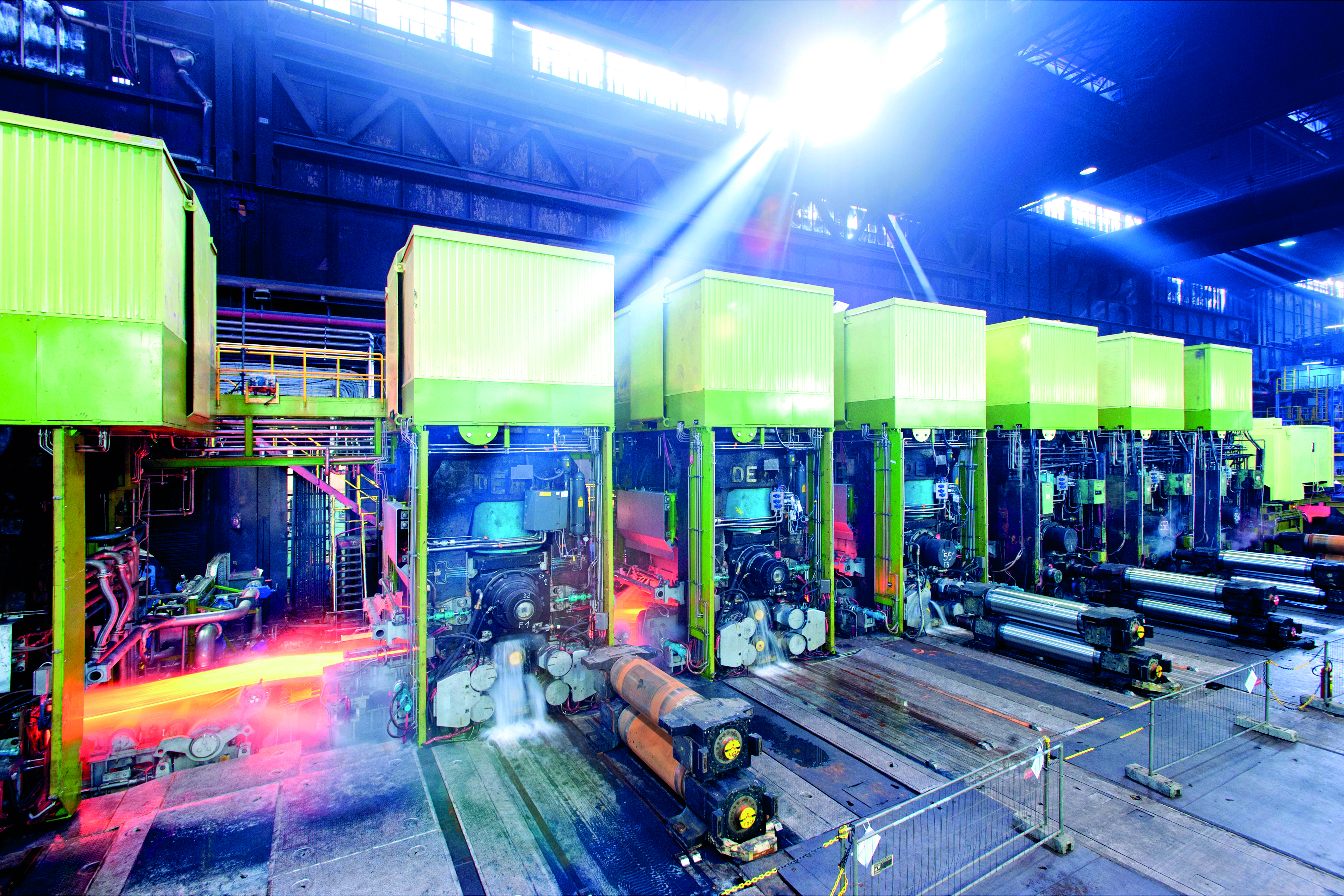
Hot-rolled strip is the basis for all ThyssenKrupp Steel Europe’s flat steel products. It is produced by rolling steel slabs into thin strip in a series of mill stands at temperatures of more than 1,000 degrees Celsius. The material is either used by customers directly or further processed at other ThyssenKrupp Steel Europe sites. The upgraded hot strip mill 1 mainly produces starting material for packaging steel specialist ThyssenKrupp Rasselstein in Andernach, where it is processed into tinplate for high-quality packaging solutions such as food, beverage and aerosol cans. But it also produces starting material for electrical steel – used for example in electric motors and in transformers for extremely high efficiency – as well as sheet and extremely thin and flat special grades. For these steel grades, customers are increasingly demanding high dimensional accuracy and consistent, precisely controlled properties along the full length of the strip.
In this respect in particular, “the upgraded mill has made a quantum leap,” says Rohe. For example, hot strip mill 1 has been equipped with profile, contour and flatness control systems to ensure highly consistent and precise dimensions over the full length and width of the hot strip. Strip cooling is a very important step in the process. Key properties of the steel microstructure are controlled by the different cooling strategies. “Our new cooling line will open up possibilities for innovative process developments,” says Heinz-Josef Engelskirchen, superintendent of hot strip mill 1. The new cooling line enables the hot strip mill to control the material microstructure to extremely close tolerances, while at the same time energy use is minimized thanks to the technical concept employed. The furnaces used to heat the steel slabs to rolling temperature have been fitted in part with new burners, which reduce heating times and require less energy. The upgrade program also included new roll drives and a new computer control system for the entire mill train.
Most of the conversion work was carried out while production continued. Among other things, scheduled repair periods were used so as to restrict shutdown times for the work to just a few weeks. The roughly 3 million tons per year capacity of hot strip mill 1 remains unchanged after the upgrade. In addition to this project, ThyssenKrupp Steel Europe has also invested in hot strip mill 2 in Duisburg-Beeckerwerth and hot strip mill 3 in Bochum in recent years. In total the company has spent more than 300 million euros on its hot-rolled strategy to optimize quality.






{kind=link}